单位新闻
广东梅州西门子代理商|授权代理
发布时间: 2023-04-06 21:31 更新时间: 2024-05-15 07:00

在设计中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料,X22为1#皮带开车(1KM 常开辅助触点),X23为2#皮带开车(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。
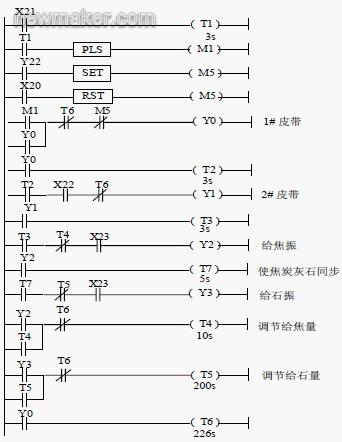
图2 钢1#炉供料PLC梯形图
钢1#炉供料PLC部分自动如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
1.2 钢1#炉上料PLC设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启时间,X1为插板阀开到位,X20为车到顶(离开消失),X21为车到底(离开消失),X22为1#皮带开,X31为开插板(来自卷扬主令)。
钢1#炉上料PLC部分自动如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。另外,为了避免炉顶,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。
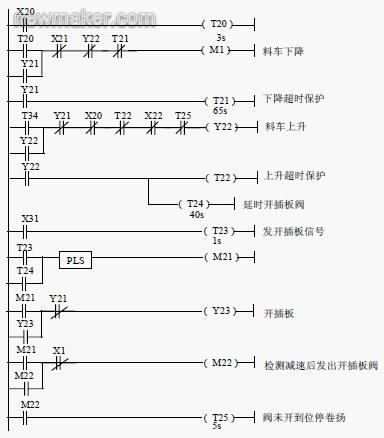
图3 钢1#炉上料PLC梯形图
其他新闻
- 内蒙古呼伦贝尔西门子代理商|授权代理 2024-05-15
- 黑龙江齐齐哈尔西门子代理商|授权代理 2024-05-15
- 河北唐山西门子代理商|授权代理 2024-05-15
- 甘肃定西西门子代理商|授权代理 2024-05-15
- 内蒙古巴彦淖尔西门子代理商|授权代理 2024-05-15
- 青海果洛西门子代理商|授权代理 2024-05-15
- 湖北孝感西门子代理商|授权代理 2024-05-15
- 河南驻马店西门子代理商|授权代理 2024-05-15
- 广东河源西门子代理商|授权代理 2024-05-15
- 福建三明西门子代理商|授权代理 2024-05-15
- 陕西宝鸡西门子代理商|授权代理 2024-05-15
- 宁夏吴忠西门子代理商|授权代理 2024-05-15
- 江苏扬州西门子代理商|授权代理 2024-05-15
- 四川广元西门子代理商|授权代理 2024-05-15
- 广西防城港西门子代理商|授权代理 2024-05-15
联系方式
- 地址:上海杨浦 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 电话:15618722057
- 联系人:占亦
- 手机:15618722057
- 微信:AU77780
- QQ:1716560245
- Email:1716560245@qq.com
站内搜索